(PSA:Probabilistic Safety Assessment)
まえのページへ
「確率論的安全評価」は、シビアアクシデント、
つまり機器の故障や自然災害などの発生によって、
過酷事故につながる可能性が高い原子力発電所、
海上や陸上の旅客輸送、あるいは化学プラントなどに最近使われている安全評価のツールです。
原子力発電所では、これらのシビアアクシデント至る確率を、
既設炉では1万年に1回、新設炉では10万年に1回以下という、
まず発生しないだろうという日本列島誕生からの経時以下の確率に下げるとしています。
つまり、機器の故障や自然災害などの発生を確率的な事象と捉え、
定量的に評価しようという手法です。
この「確率論的安全評価」の手法を知ったのは、
今回の大地震とその津波により福島第一原子力発電所の事故が発生してからです。
この「確率論的安全評価」は、言葉からのイメージからすれば、非常に難しく複雑な様ですが、
実際は確率と信頼性のツールを組み合わせた解析方法であり、
この「想い」の「リスクアセスメント考」、
「安全は確率」の中で考えてきたことと同じ内容であることが分かりました。
厚生労働省では労働災害防止のために、事業者に「リスクアセスメント」
の実施を努力義務とし、種々の安全対策の実施を求めていますが、
「確率論的安全評価」の観点から、「リスクアセスメント」における対策を、
見方を変えて検討をしてみたいと思います。
インターネットなどで収集した浅学な知識ではありますがチャレンジしてみます。
「リスクアセスメント」では、リスクの低減対策を、「本質的対策」、
「工学的対策」、「管理的対策」、「保護具の着用」の順で講じるとしていますが、
これらの対策を講じても残る不具合発生確率(失敗確率)を
「確率論的安全評価」によって検討してみたいと思います。
(「リスクアセスメント考」の中では、信頼度、つまり、
講じた対策の効果としての安全率に注目しましたが、
「確率論的安全評価」は、1から「安全率(成功確率)」を引いた
「不具合発生確率(失敗確率)」を「問題が発生する確率」として捉えることになります。
それでは、検討の結果を記載します。
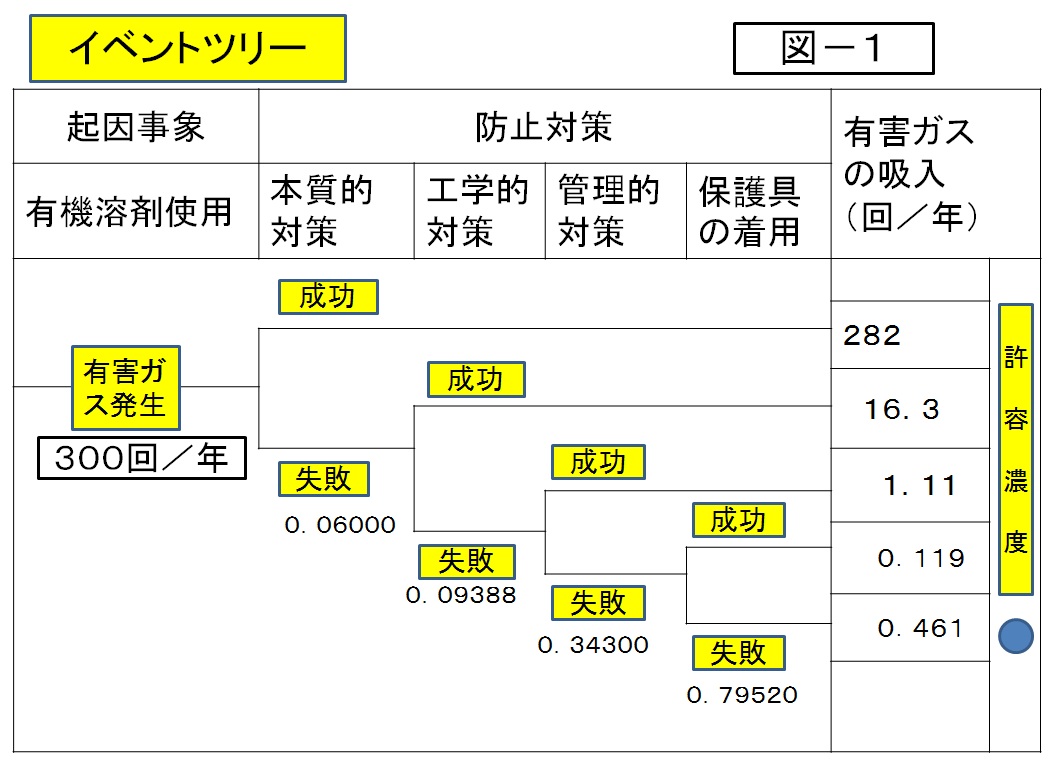 1、イベントツリー(ET)を作成します。ETでは、起因事象を最初に記載します。ここでは、有機溶剤の使用職場を例として挙げ、有機溶剤の使用を起因事象とし、使用よって有害ガスが発生(許容濃度以上)するものとし、その回数は1年に300日と仮定します。起因事象から右には各種防止対策の見出し(ヘディング)を列挙します。そして、各ヘディングごとに、有害ガスの発生の確率(不具合発生確率)がどの程度あるのかを検討します。図-1のようなETが考えられます。
1、イベントツリー(ET)を作成します。ETでは、起因事象を最初に記載します。ここでは、有機溶剤の使用職場を例として挙げ、有機溶剤の使用を起因事象とし、使用よって有害ガスが発生(許容濃度以上)するものとし、その回数は1年に300日と仮定します。起因事象から右には各種防止対策の見出し(ヘディング)を列挙します。そして、各ヘディングごとに、有害ガスの発生の確率(不具合発生確率)がどの程度あるのかを検討します。図-1のようなETが考えられます。
2、講じる「本質的対策」(図-2)としては、
使用物質の変更・使用量の削減・温度の低下を取り上げることとします。
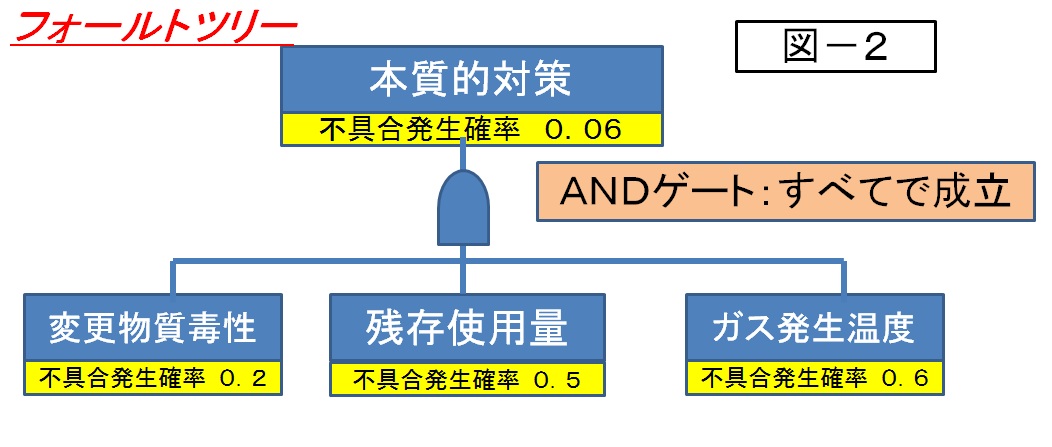 つまり、使用有機溶剤を、毒性の高いA物質から毒性の低いB物質へ変更し、
使用の絶対量を削減し、更に使用温度を下げて発生ガスの蒸気圧を低下させます。
これらによって、不具合発生確率が、物質の変更で80%、使用量の削減で50%、
使用温度を10℃下げることにより蒸気圧が40%下がったとします。
そして、これら3つの対策を同時に実施したとしますと、
それぞれは、独立した対策となっているので、いずれの対策も低減効果があります。
つまり、ANDゲートとなり、本質的対策は並列システムで、
残存の不具合発生確率は積事象となります。
つまり、使用有機溶剤を、毒性の高いA物質から毒性の低いB物質へ変更し、
使用の絶対量を削減し、更に使用温度を下げて発生ガスの蒸気圧を低下させます。
これらによって、不具合発生確率が、物質の変更で80%、使用量の削減で50%、
使用温度を10℃下げることにより蒸気圧が40%下がったとします。
そして、これら3つの対策を同時に実施したとしますと、
それぞれは、独立した対策となっているので、いずれの対策も低減効果があります。
つまり、ANDゲートとなり、本質的対策は並列システムで、
残存の不具合発生確率は積事象となります。
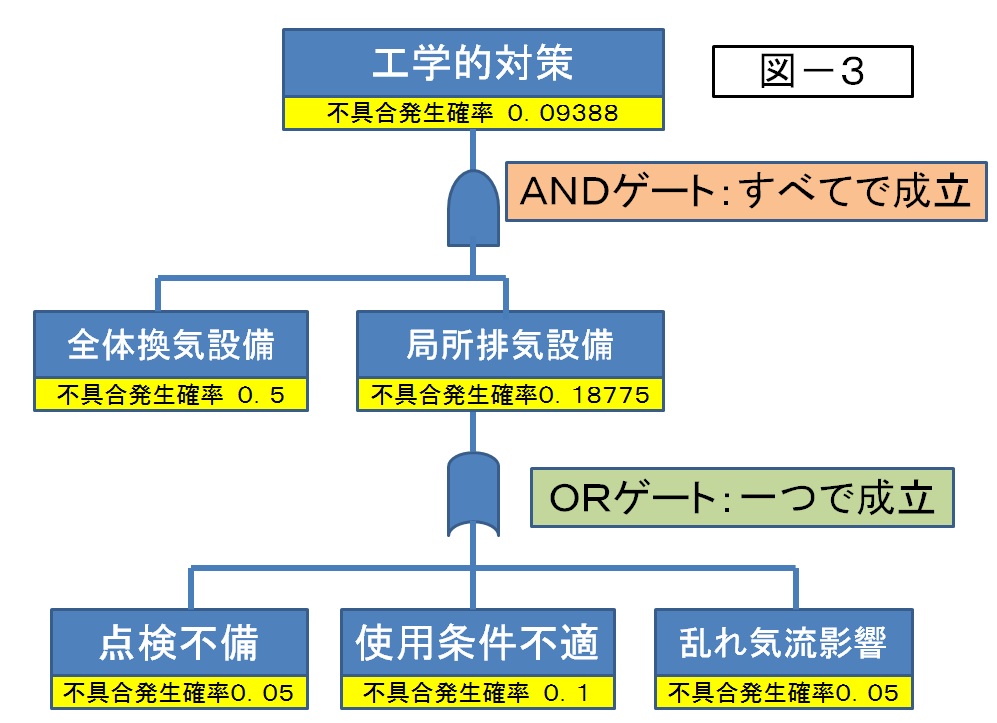 3、「工学的対策」(図-3)として局所排気設備と全体換気設備を設置します。
局所排気装置の使用に関しては、性能を維持するには、種々の条件があります。
点検の不備(途中からの漏れ、ダクトのつまり)があれば性能を発揮しません。
使用条件不備(囲い式などで開放したままでの作業などで制御風速不足)、
乱れ気流の影響などです。
これらは、どの項目が発生しても局所排気装置としての性能に影響を及ぼします。
各項目の安全率は95%、90%、95%としますと、
局所排気設備はORゲートとなり、
信頼度は直列システムで、不具合発生確率は、
1から安全率の積を引いた値が不具合発生確率となります。
なお、ORゲートの場合は、不具合発生確率が0.1以下の場合は、
不具合発生確率は足し算によって求めても近似した値となり、
和事象として取り扱うこともできます。
3、「工学的対策」(図-3)として局所排気設備と全体換気設備を設置します。
局所排気装置の使用に関しては、性能を維持するには、種々の条件があります。
点検の不備(途中からの漏れ、ダクトのつまり)があれば性能を発揮しません。
使用条件不備(囲い式などで開放したままでの作業などで制御風速不足)、
乱れ気流の影響などです。
これらは、どの項目が発生しても局所排気装置としての性能に影響を及ぼします。
各項目の安全率は95%、90%、95%としますと、
局所排気設備はORゲートとなり、
信頼度は直列システムで、不具合発生確率は、
1から安全率の積を引いた値が不具合発生確率となります。
なお、ORゲートの場合は、不具合発生確率が0.1以下の場合は、
不具合発生確率は足し算によって求めても近似した値となり、
和事象として取り扱うこともできます。
全体換気の不具合発生確率を50%としまと、
局所排気装置と全体換気装置はANDゲートとなり、積事象となります。
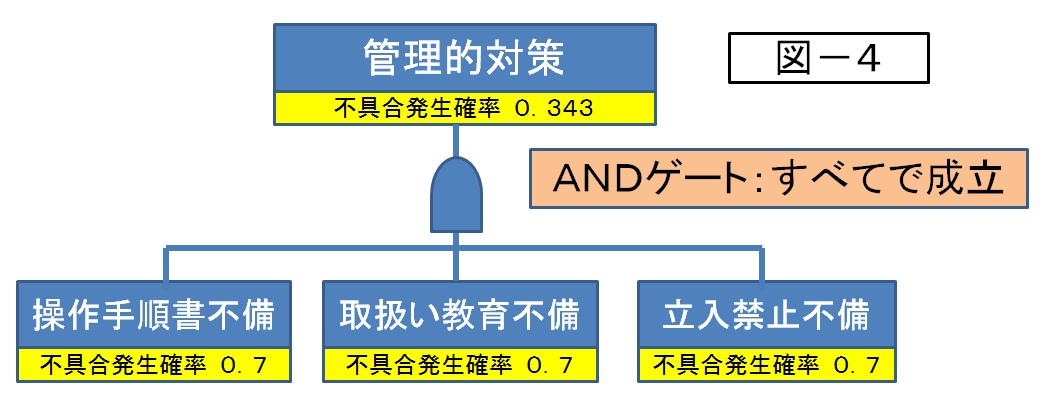 4、「管理的対策」(図-4)として、使用工程の手順書を作成し、
取り扱い遵守事項の教育を実施します。また、時間を決めて、
立ち入り禁止の措置を講じます。各遵守率(安全率)を
30%(不具合発生確率は70%)とします。
これらは、すべて独立しており、並列システムで、ANDゲートとなり、
残存の不具合発生確率は積事象となります。
遵守率を30%としましたが、教育実施直後はもっと高い数字になりますが、
時間の経過とともに効果は薄れます。
時間の経過と安全率の変化は、
GO-FLOW手法などで検討することが提案されています。
人間は、時間とともに覚えていたことも忘れますので、繰り返しの教育が必要です。
4、「管理的対策」(図-4)として、使用工程の手順書を作成し、
取り扱い遵守事項の教育を実施します。また、時間を決めて、
立ち入り禁止の措置を講じます。各遵守率(安全率)を
30%(不具合発生確率は70%)とします。
これらは、すべて独立しており、並列システムで、ANDゲートとなり、
残存の不具合発生確率は積事象となります。
遵守率を30%としましたが、教育実施直後はもっと高い数字になりますが、
時間の経過とともに効果は薄れます。
時間の経過と安全率の変化は、
GO-FLOW手法などで検討することが提案されています。
人間は、時間とともに覚えていたことも忘れますので、繰り返しの教育が必要です。
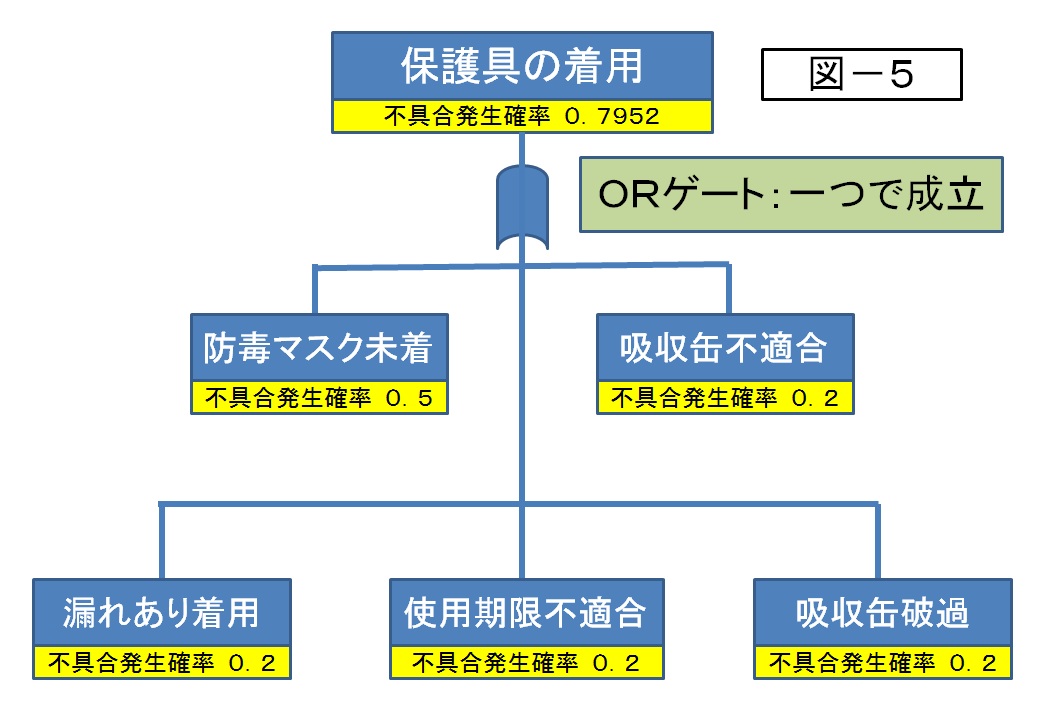 5、最後に、「保護具の着用」(図-5)により作業します。
保護具は有機ガス用防毒マスクとします。
保護具は、着用すること、漏れがないこと、吸収缶が適正であること、
品質保証期限内、吸収缶は破過していないことなどが使用条件として挙げられます。
不具合発生確率を50%、20%、20%、20%、20%とします。
防毒マスクを着用するかどうかを50%としましたが、
福島原子力発電所の事例でも、
マスクを着用していないで放射能を吸い込んだ例がありました。
着用率は意外と低いのです。
そして、着用してもフィットテストをしないと顔面からのもれがあります。
また、吸収缶の有効期限が不適切な場合、
吸収缶が破過している場合などがありますが、
これらは、いずれが起きても能力の低下となります。
したがって、保護具の着用はORゲートとなり、信頼度は直列システムで
、不具合発生確率は、1から安全率の積を引いた値が不具合発生確率となります。
5、最後に、「保護具の着用」(図-5)により作業します。
保護具は有機ガス用防毒マスクとします。
保護具は、着用すること、漏れがないこと、吸収缶が適正であること、
品質保証期限内、吸収缶は破過していないことなどが使用条件として挙げられます。
不具合発生確率を50%、20%、20%、20%、20%とします。
防毒マスクを着用するかどうかを50%としましたが、
福島原子力発電所の事例でも、
マスクを着用していないで放射能を吸い込んだ例がありました。
着用率は意外と低いのです。
そして、着用してもフィットテストをしないと顔面からのもれがあります。
また、吸収缶の有効期限が不適切な場合、
吸収缶が破過している場合などがありますが、
これらは、いずれが起きても能力の低下となります。
したがって、保護具の着用はORゲートとなり、信頼度は直列システムで
、不具合発生確率は、1から安全率の積を引いた値が不具合発生確率となります。
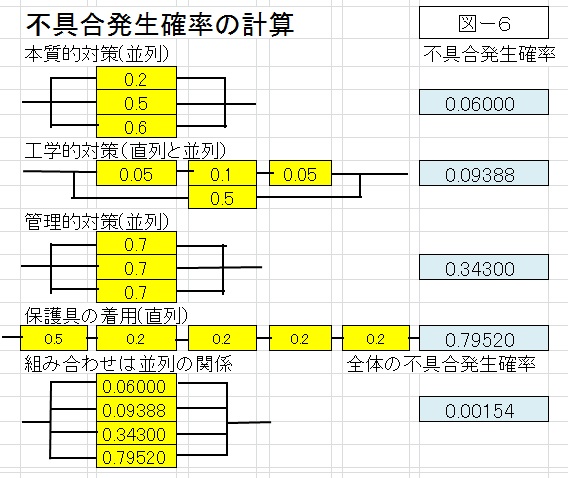 6、これらの各ヘディングの不具合発生確率からトータルの不具合が発生する確率を求めます。
結果は図-6のようになります。
図-1のETの流れに沿って、対策前は年の300回の有害ガス発生回数があったとして、
すべて失敗した場合を不具合発生確率から計算すると、
1年に発生する頻度は0.461回となります。
この結果は、各対策は独立した並列システムの関係にあるので、
信頼度の関係式から求めても同じ結果となります。
6、これらの各ヘディングの不具合発生確率からトータルの不具合が発生する確率を求めます。
結果は図-6のようになります。
図-1のETの流れに沿って、対策前は年の300回の有害ガス発生回数があったとして、
すべて失敗した場合を不具合発生確率から計算すると、
1年に発生する頻度は0.461回となります。
この結果は、各対策は独立した並列システムの関係にあるので、
信頼度の関係式から求めても同じ結果となります。
今回の確率論的安全評価は、リスクアセスメントを例に、
衛生工学的な観点から検討しました。防止対策は、効果の大きなものを、
システムの異なる独立した対策で、
つまりANDゲート(並列システム)となる対策を加えることで、
不具合発生確率を大きく低下させることが出来ます。
同様なことを、福島原子力発電所について考えれば、実現性は別にして、
同じポンプであっても電気を使用しない
エアー駆動のポンプをバックアップで持つという考え方です。
同じ設備では、自然災害などで従属的な故障が発生することになります。
しかし、今回の問題で分かることは、想定しない不具合に対しては、
いくら並列システムの対策を講じても効果を発揮することはできません。
費用対効果によって、費用を削減することが頭にあれば、想定から外したくもなります。
対策を複数講じることによって、
確率をゼロに限りなく近づけることはできてもゼロには出来ません。
確率をゼロにしない限り発生の可能性は否定できないのです。
発生確率をゼロにするには工程を無くすこと以外に手立てはないのです。
(加筆修正をしていきます)